
-
Recently Browsing 0 members
- No registered users viewing this page.
-
Forum Statistics
250.3k
Total Topics2.7m
Total Posts -
Member Statistics
342,687
Total Members8,960
Most Online
-
Who's Online 9 Members, 0 Anonymous, 899 Guests (See full list)
-
Latest Articles
-
Posts
-

-
I just installed a Gator EFX hard trifold cover and am very happy with it. It does leak though, so be aware.
-
Very nice truck! I'm from Corpus Christi but been stationed in VA for years.
-
Damn man, sorry to hear about the engine failure. Hopefully the replacement lasts longer. What kind of warranty will the replacement come with?
-
I don't think any of them will keep water out. I just installed a Gator EFX hard trifold on my truck and that thing leaks like crazy.
-
-
GM-Trucks.com Clubs
-
Black Truck Club
Open Club · 612 members
-
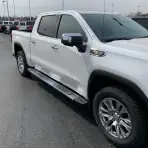
White Truck Club
Open Club · 380 members
-

Canadian Owners Club
Open Club · 282 members
-

Red Truck Club
Open Club · 156 members
-

diesel 3.0
Open Club · 279 members
-

Texas Owner's Group
Open Club · 371 members
-

NorthSky Blue Club
Open Club · 118 members
-
Midwest Owner's Group
Open Club · 212 members
-

2015 Custom Sport Club
Open Club · 5 members
-

GM Snow Plowing Club HD
Closed Club · 14 members
-
-
Popular Contributors
-
.thumb.JPG.2c573de60d3a3a4407c7d92298db46dd.JPG)


Recommended Posts
Archived
This topic is now archived and is closed to further replies.